




























 Шпиндельная бабка с редукторным приводом
Шпиндельная бабка с редукторным приводом Высокоточный шпиндель
Высокоточный шпиндель Гидравлический 3-х кулачковый патрон
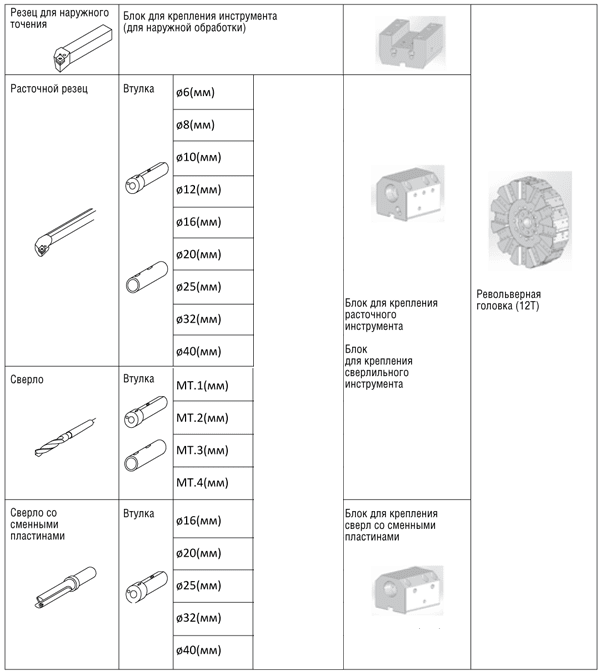
Гидравлический 3-х кулачковый патрон Револьверная голова с сервоприводом на 10 инструментов
Револьверная голова с сервоприводом на 10 инструментов Конвейер для стружки
Конвейер для стружки Насос системы смазки
Насос системы смазки Стойка ЧПУ Fanuc специально разработана для станков Takisawa
Стойка ЧПУ Fanuc специально разработана для станков Takisawa Гидравлическая пиноль задней бабки
Гидравлическая пиноль задней бабки Револьверная голова с сервоприводом и бло приводного инструмента
Револьверная голова с сервоприводом и бло приводного инструмента Система измерения инструмента
Система измерения инструмента Индексируемый патрон
Индексируемый патрон Задняя бабка с программируемым перемещением пиноли и корпуса
Задняя бабка с программируемым перемещением пиноли и корпуса Люнет ручной
Люнет ручной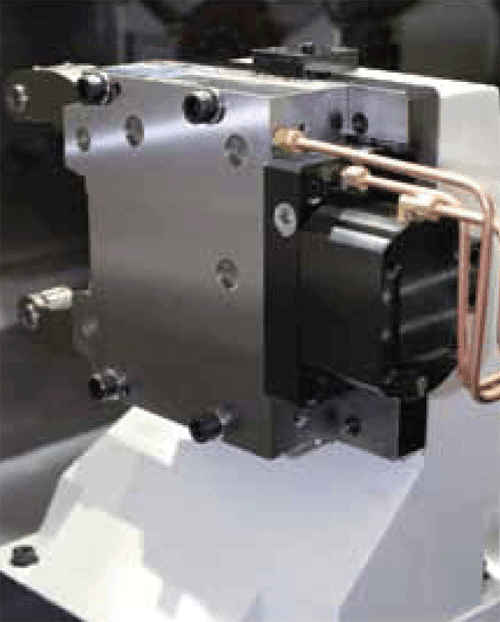 Люнет гидравлический
Люнет гидравлический Система диалогового программирования Manual guide для Fanuc
Система диалогового программирования Manual guide для Fanuc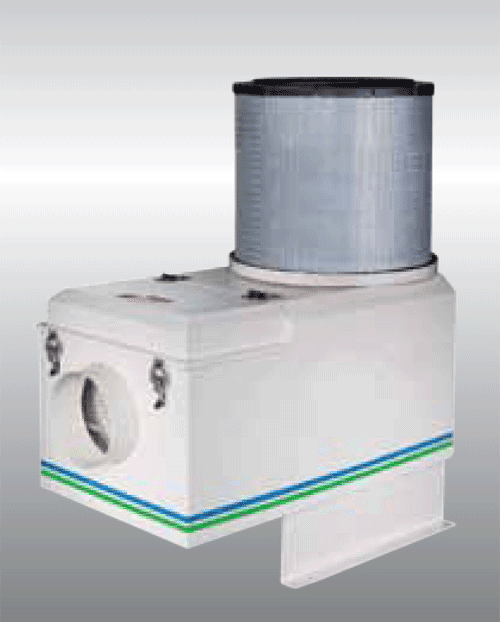 Коллектор маслянного тумана
Коллектор маслянного тумана Уловитель паров СОЖ (масляного тумана)
Уловитель паров СОЖ (масляного тумана) Конвейер и корзина для стружки
Конвейер и корзина для стружки Маслянный холодильник
Маслянный холодильник Масляный холодильник для коробки передач
Масляный холодильник для коробки передач
Компания Takisawa Machine Tool Co., Ltd. была создана в 1922 году в Японии. С момента основания, Takisawa занимает передовые позиции в производстве высокотехнологичного токарного оборудования на мировом рынке и законодателем инновационных решений. Уже более 80 лет компания поставляет токарное оборудование на передовые предприятия разных направлений. Сейчас площадь производственного комплекса более 22000м2 в г. Китаку(Япония).
Компания насчитывает более 250 сотрудников.
Организация подготовила полный цикл изготовления станков от литья станины до окончательной сборки на собственных производственных площадках, тем самым добившись высочайшего уровня качества станков и показателей точности и повторяемости, контролируемые внутренними стандартами и ГОСТами. На сегодня – у компании Takisawa имеются собственные развитые заводы, и в Японии, и на о. Тайвань.
Компания руководствуется такими принципами как постоянное внедрение инноваций и высочайшее качество технологического оборудования. Непрерывный контроль качества ведется на всех этапах производственного процесса, а окончательный технический контроль продукции осуществляется с использованием специализированного измерительного оборудования квалифицированными специалистами организации. Благодаря постоянному повышению квалификации, введенному на производстве - Takisawa и является лидером своего направления.
Исследования компании в области металлообработки помогают изыскать новые подходы в станкостроении и получать качественно новые технологические решения при построении новых технологических комплексов. Важность каждого этапа - от сборки до выпуска готового комплекса, каждой детали, узла, механизма, важность каждого сотрудника – от рядового инженера, до руководителей – это ключ к успешному долгосрочному сотрудничеству.
Государственный контроль и поддержка компании способствуют активному развитию индустрии и расширению номенклатуры. С компанией работают проектные институты. Постоянно растущие инвестиции в компанию, как со стороны компании, так и со стороны других инвесторов, в совокупности с инновационными решениями - и дает такое успешное исторически сложившееся положение среди конкурентов. Takisawa использует только надежные и проверенные узлы таких фирм как NSK(жесткие подшипники), THK, HIWIN(точные направляющие), Heidenhain, Renishaw(измерительные системы), пневматическое оборудование (SMC, CKD), гидравлическое оборудование(NACHI, DAIKIN, Yuken) все привода и стойка управления от компании Fanuc, что гарантирует взаимодействие всех механизмов станка.
В настоящий момент компания Takisawa располагает собственными заводами как в Японии так и на о. Тайвань, Taiwan Takisawa Machinery Co., Ltd. которая было организована в 1972 году как дополнительная производственная площадка.
Оборудование компании Takisawa позволяет решить любые производственные задачи клиента благодаря широкой линейке оборудования и наличию большого набора опций. Таким образом, каждый клиент может сконфигурировать оптимальную и максимально эффективную машину исходя из задач конкретного производства.
Компания Takisawa не только постоянно расширяет модельный ряд станков, но и активно предлагает разнообразные системы автоматизации производства и создание комплексных автоматизированных модулей.
Одним из главных принципов компании остается беспрерывное внедрение инноваций и высочайшее качество оборудования. Контроль качества осуществляется на каждом этапе производственного процесса, а окончательный технический контроль продукции проводится с использованием лазерного измерительного оборудования высококвалифицированными инженерами компании, для которых было выделено собственное здание на территории основного производственного комплекса. Благодаря жесткому контролю и достигается высокое качество и прецизионная точность оборудования.









